 Крепеж
Крепеж Оборудование
Оборудование Вентиляция
Вентиляция




 Вентиляция
Вентиляция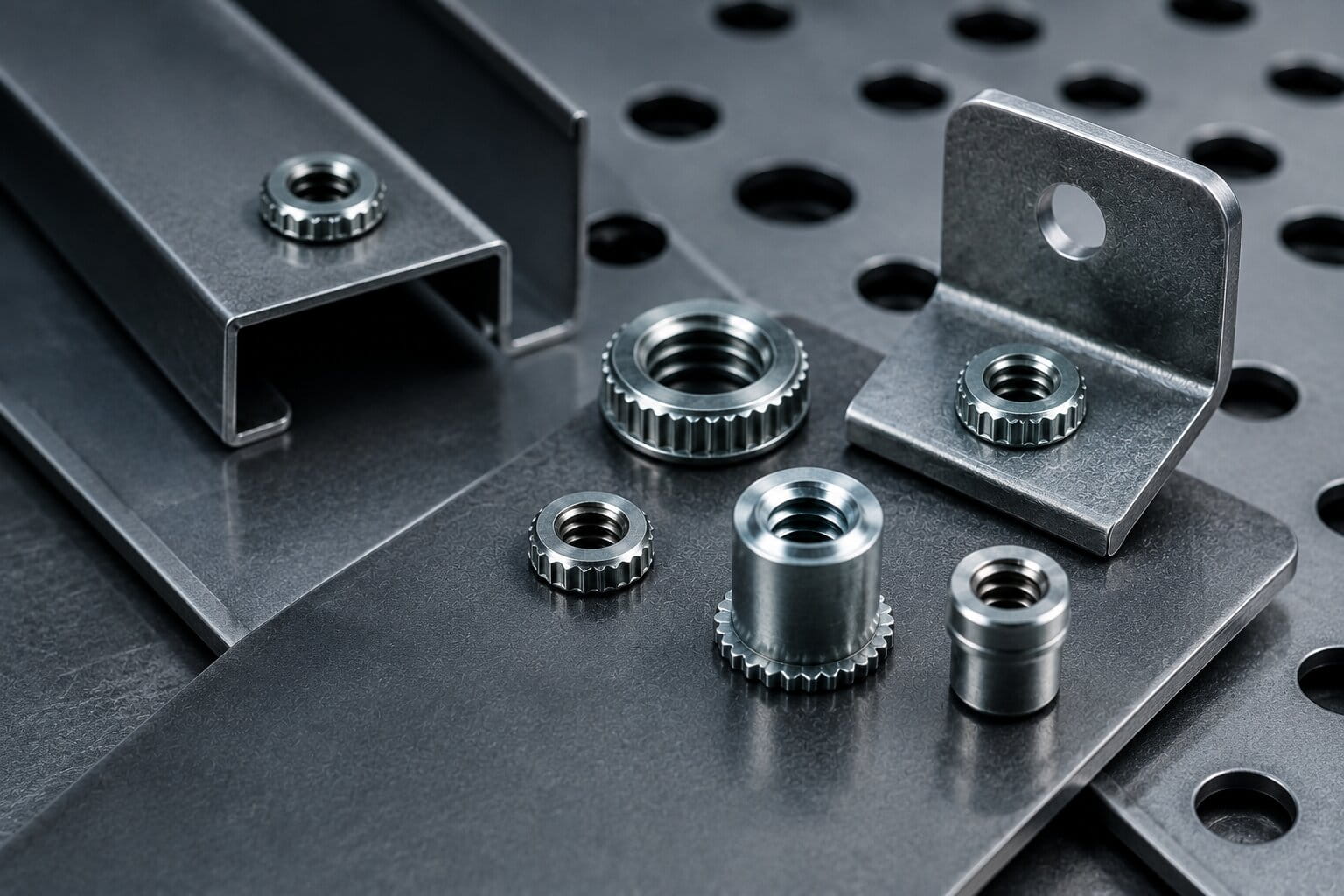

Когда конструктор или технолог впервые сталкивается с задачей надёжно закрепить резьбовой элемент в листе толщиной 1,5 мм, первая мысль чаще всего предсказуема: приварить гайку. Это привычно, понятно и кажется надёжным, но именно здесь начинается цепочка проблем - коробление листа, прожог, необходимость зачистки, потеря покрытия, привлечение квалифицированного сварщика. Запрессовочный крепёж решает эту задачу принципиально иначе: без нагрева, без сварочных брызг, без термической деформаций и за секунды. В этой статье я разберу технологию подробно и честно: что она даёт, где работает лучше сварки и клёпки, а где имеет объективные ограничения.
Что такое запрессовочный крепёж и как он работает
Определение и суть технологии press-fit
Запрессовочный крепёж (в международной терминологии - press-fit fasteners или self-clinching fasteners) представляет собой класс крепёжных элементов, которые устанавливаются в листовой материал методом холодной пластической деформации без сварки, клея или дополнительных фиксирующих деталей. После установки крепёж становится неотъемлемой частью листа, образуя с ним монолитный узел.
Принцип работы основан на явлении, которое в материаловедении называют хладотекучестью металла. Когда пресс вдавливает крепёжный элемент в заранее подготовленное отверстие, металл заготовки под действием давления начинает течь в холодном состоянии. Он заполняет специальный удерживающий паз или канавку на теле крепежа, образуя механический замок. Именно этот затёкший металл удерживает крепёж от осевого выдавливания.
Одновременно работает второй механизм - интерференционная посадка с натягом по диаметру. Крепёж имеет диаметр, незначительно превышающий диаметр подготовленного отверстия, что создаёт радиальное сжатие. А для предотвращения прокручивания под нагрузкой на установочном пояске крепежа выполняется специальная накатка или зубчатый венец: при запрессовке эти зубцы врезаются в металл листа, блокируя любой поворот.
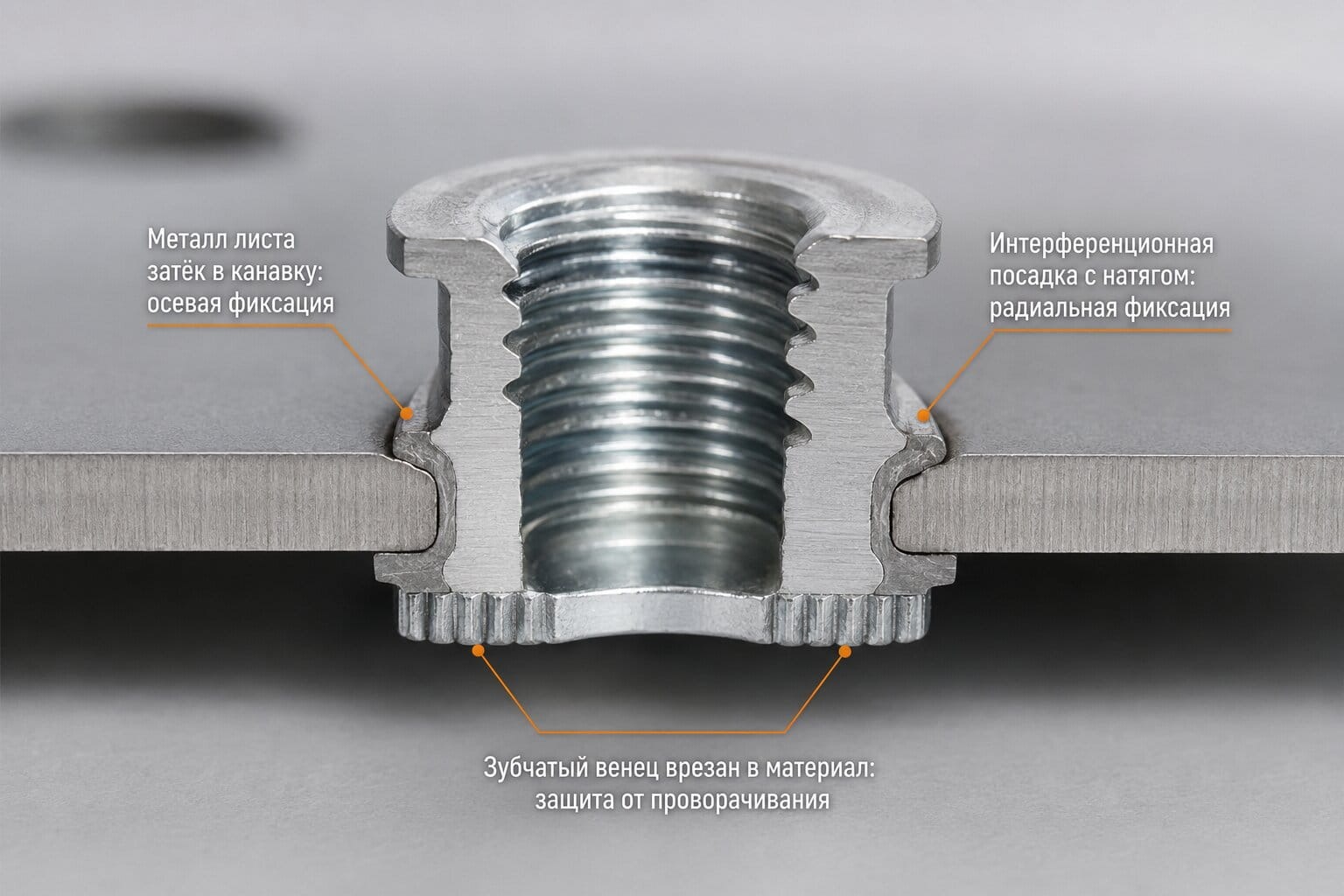
Крупный план запрессовочной гайки типа клинч в разрезе, установленной в стальном листе толщиной 2 мм. Хорошо видно, как металл листа затёк в кольцевую канавку на теле гайки, образуя механический замок. Зубчатый венец на установочном пояске врезан в материал заготовки.
В итоге формируется монолитный узел с тремя степенями блокировки: осевой (через затёкший в паз металл), радиальной (через интерференционную посадку) и угловой (через накатку). При этом никакого термического воздействия на материал не происходит - ни зоны термического влияния, ни остаточных термических напряжений, ни деформации листа.
Принципиальное отличие от традиционных методов состоит в следующем. Сварка создаёт соединение через расплавление металла с неизбежным тепловым воздействием на прилегающие зоны. Клёпка механически деформирует заклёпку с обратной стороны, требуя двустороннего доступа и оставляя выступающий бортик. Резьбовые вставки типа Helicoil нарезают резьбу в уже имеющейся резьбе, не создавая несущего соединения с листом. Запрессовочный крепёж работает иначе: он использует сам материал листа как удерживающую среду, превращая его в часть крепёжного узла.
Виды запрессовочного крепежа: от гаек до микрокрепежа
Номенклатура запрессовочного крепежа значительно шире, чем многие предполагают. Рассмотрим основные группы.
Запрессовочные гайки - наиболее распространённая категория. Внутри неё существует несколько принципиально разных конструкций:
стандартные клинч-гайки (тип RHB) - устанавливаются с одной стороны листа, выступают с обратной стороны. Подходят для большинства задач в диапазоне толщин от 0,5 до 6 мм
гайки заподлицо (flush-type) - после установки верхний торец гайки находится в одной плоскости с поверхностью листа. Критически важны там, где требуется идеальная плоскость прилегания
плавающие гайки (floating nuts) - имеют внутренний элемент с некоторой свободой перемещения в радиальном направлении. Компенсируют погрешности позиционирования при сборке, что особенно ценно в автомобилестроении, приборостроении и авиации
самоконтрящиеся гайки - снабжены нейлоновым вкладышем или деформируемым металлическим элементом, предотвращающим самоотвинчивание под вибрационной нагрузкой
PEM-гайки - торговое название, ставшее нарицательным для всего класса. Выпускаются в сериях S (для стали), CLS (с потайной головкой), SP (для нержавеющей стали) и других.
Запрессовочные шпильки устанавливаются аналогичным образом, но вместо внутренней резьбы имеют наружную. Резьбовые шпильки позволяют создать точку крепления на листе без доступа к обратной стороне. Существуют также безрезьбовые штифты для точного позиционирования деталей и сильноточные шпильки для электротехнических применений с минимальным переходным сопротивлением.
Запрессовочные втулки применяются там, где нужно создать точное отверстие с твёрдыми стенками в мягком материале или обеспечить электрическую изоляцию. Глухие втулки закрыты с одного торца, сквозные - открыты с обоих. Специальные серии разработаны для монтажа на печатных платах, где критически важно избежать любых механических напряжений, способных повредить дорожки.
Запрессовочные стойки - резьбовые или гладкие цилиндрические элементы, устанавливаемые перпендикулярно листу. Используются для монтажа плат, панелей, экранов на заданном расстоянии от основания.
Разложенный ассортимент запрессовочного крепежа на белом фоне: клинч-гайки стандартные, гайки заподлицо, плавающие гайки, запрессовочные шпильки, втулки для печатных плат, стойки разной высоты.
Специализированные типы включают невыпадающие (captive) винты, которые остаются прикреплёнными к панели даже в полностью откручённом состоянии, направляющие штифты для точного позиционирования при сборке, а также микрокрепёж для работы с листами толщиной от 0,5 мм в приборостроении.
Классификация по геометрии установочного пояска разделяет крепёж на типы с цилиндрическим пояском и удерживающей канавкой, с конической посадочной поверхностью и с многоугольным или шлицевым профилем для усиленного противовращения.
С какими материалами работает запрессовочный крепёж
Ключевое условие применения запрессовочного крепежа - разница твёрдости между крепёжным элементом и материалом основы. Крепёж должен быть твёрже листа заготовки, чтобы при запрессовке деформировался именно лист, а не крепёж. Это аксиома.
Совместимые материалы основы:
конструкционная сталь - наиболее распространённый вариант. Твёрдость листа не должна превышать HRB 80 (приблизительно 150 HB). При более высокой твёрдости металл теряет пластичность, необходимую для хладотекучести
алюминиевые сплавы - отличный материал для запрессовки. Ограничение по твёрдости - до HRB 70. Алюминий серий 5xxx и 6xxx работает хорошо, высокопрочные сплавы серии 7xxx требуют проверки
медь и латунь - применяются в электротехнических изделиях. Обладают достаточной пластичностью для хладотекучести
нержавеющая сталь - возможна, но требует более высокого усилия запрессовки и специального крепежа из материалов с соответствующей твёрдостью.
По толщине листа: минимально возможная толщина - около 0,5 мм для специализированных серий микрокрепежа, стандартный рабочий диапазон - от 0,8 до 6 мм. Максимальная толщина ограничена длиной установочного пояска конкретного типа крепежа.
Пластики и композитные материалы - зона ограниченного применения. Термопласты с достаточной пластичностью (полиамид, полипропилен) в ряде случаев допускают запрессовку, но несущая способность такого соединения значительно ниже, чем в металле. Для большинства конструкционных пластиков рекомендуется тепловая запрессовка или ультразвуковая установка крепежа - это отдельные технологии.
Несовместимые материалы: литые и кованые детали - из-за отсутствия нужной пластичности и неоднородности структуры. Сверхтвёрдые инструментальные стали и закалённые сплавы - по той же причине. Хрупкие материалы (керамика, стекло, некоторые виды чугуна) - запрессовка вызовет растрескивание.
Стандарты и нормативная база
На международном уровне запрессовочный крепёж регулируется рядом документов. Стандарты DIN охватывают геометрические параметры и механические характеристики отдельных типов крепежа. Стандарт ISO 898 устанавливает классы прочности крепёжных изделий. Для отраслевых применений действуют дополнительные требования: в авиации - стандарты NAS и MIL-SPEC (США), AECMA EN (Европа); в автомобилестроении - корпоративные стандарты концернов (VW, BMW, Toyota имеют собственные спецификации на запрессовочный крепёж); в электронике - стандарты IPC на монтаж компонентов.
В российской практике специализированного ГОСТ на запрессовочный крепёж типа клинч не существует - эта технология пришла в отечественное производство преимущественно через западные концерны и их российские предприятия. Применяемый крепёж, как правило, соответствует стандартам производителя (DIN, фирменные стандарты PEM, Bollhoff) или разрабатывается по техническим условиям предприятия.
В конструкторской документации запрессовочный крепёж обозначается через указание типа, серии, диаметра резьбы и толщины листа. Например, обозначение по системе PEM: S-M5-2 означает стандартную гайку серии S с резьбой М5 для листа толщиной 2 мм. Важно указывать в чертеже сторону установки и требования к подготовке отверстия.
Оборудование для запрессовки: от ручного инструмента до автоматических линий
Выбор оборудования зависит от объёма производства, размеров деталей и требуемой точности.
Ручные гидравлические прессы-скобы - наиболее доступный вариант для мелкосерийного производства. Развивают усилие от 5 до 15 кН, работают от ручного насоса. Стоимость - от нескольких десятков тысяч рублей. Оснащаются сменными матрицами и пуансонами под разные типы крепежа.
Пневмогидравлические станки консольного типа - рабочая лошадка среднесерийного производства. Усилие запрессовки - от 20 до 60 кН, скорость цикла - 1-3 секунды. Глубина горла консоли (расстояние от оси инструмента до станины) определяет максимальный размер обрабатываемой детали. Оснащаются манометром для контроля давления (усилия запрессовки) и таймером для контроля времени приложения усилия.
Автоматизированные комплексы с ЧПУ и автоподачей используются в массовом производстве. Крепёж подаётся из вибробункера, координатный стол позиционирует деталь, установка происходит автоматически по программе. Производительность - до нескольких сотен элементов в час. Интегрируются в штамповочные линии и гибкие производственные ячейки.
Критически важный параметр - контроль усилия запрессовки. Недостаточное усилие даёт «недопрессовку»: крепёж не зафиксирован должным образом, соединение ненадёжно. Избыточное усилие деформирует резьбу или разрушает материал листа вокруг отверстия и деформирует заготовку. Профессиональное оборудование оснащается датчиком усилия с возможностью настройки диапазона и автоматической отбраковкой деталей, не попавших в допуск.
Для демонтажа установленного крепежа применяются специальные выпрессовочные инструменты - пуансоны с обратным ходом. Следует понимать, что демонтаж, как правило, повреждает отверстие в листе, и повторная установка нового крепежа в то же место требует рассверловки до следующего типоразмера или применения ремонтного крепежа увеличенного диаметра.
Оператор на производстве устанавливает запрессовочную гайку с помощью пневмогидравлического пресса консольного типа. Деталь из стального листа зафиксирована на рабочем столе, пресс опускает пуансон с верхним инструментом. Хорошо видна оснастка - матрица снизу и пуансон сверху
Сварка и клёпка: почему они не всегда лучший выбор
Проблемы сварки листовых конструкций
Сварка - мощный и универсальный метод соединения металлов, но при работе с тонким листовым металлом она создаёт целый ряд проблем, которые производственники нередко воспринимают как неизбежные издержки, хотя на самом деле это сигнал о несоответствии метода задаче.
Термическая деформация - главная проблема. При сварке MIG, TIG или точечной сварке в зону соединения вносится значительное количество тепла. Металл расширяется, а при остывании неравномерно сжимается, потому что нагрев локальный. Результат - коробление листа, потеря плоскостности. На листе толщиной 1-2 мм достаточно нескольких сварных точек, чтобы деталь «повело». Для корпусных изделий, где требуется точное прилегание панелей, это означает либо правку (дополнительная операция), либо брак.
Риск прожога при толщине листа менее 1 мм без специальной оснастки и высокой квалификации сварщика стремится к единице. TIG-сварка нержавейки толщиной 0,8 мм требует сварщика 5-6 разряда с соответствующим аттестационным удостоверением. Дефицит таких специалистов на рынке труда в России сегодня - реальность, влияющая на себестоимость и сроки производства.
После сварки неизбежны окалина, брызги, выплески металла. Зачистка - это отдельная трудоёмкая операция: болгарка, напильник, шлифовальный круг. На видовых поверхностях - ещё и шпаклёвка, грунтовка, перекраска. Если деталь была оцинкована или порошково окрашена до сварки (что нередко экономически оправдано при крупных партиях), покрытие в зоне шва полностью разрушается. Восстановление антикоррозионной защиты в зоне шва - отдельная статья затрат.
Точечная сварка (контактная) имеет свои ограничения: требует двустороннего доступа и строгого контроля параметров (ток, время, давление электродов). Лазерная сварка точнее и даёт меньше деформаций, но стоимость оборудования несопоставимо выше.
Ограничения клёпки
Клёпка - один из старейших методов соединения металлов, и в ряде применений (авиастроение, судостроение) она по-прежнему незаменима. Но для задачи создания резьбового соединения в листовой детали она имеет существенные ограничения.
Классические полнотелые заклёпки требуют двустороннего доступа: с одной стороны вставляется стержень, с другой - формируется замыкающая головка. В закрытых конструкциях, корпусах, профилях это физически невозможно. Вытяжные заклёпки (pop rivets) решают проблему одностороннего доступа, но их несущая способность ниже, а выступающий бортик на лицевой стороне неустраним.
Резьбовые заклёпки (rivet nuts, резьбовые вытяжные заклёпки) - более близкий аналог запрессовочных гаек. Они также устанавливаются с одной стороны. Однако их удерживающий механизм принципиально иной: при установке тело заклёпки развальцовывается с обратной стороны листа, создавая фланец. Это означает, что при вибрационных нагрузках возможно проворачивание заклёпки в круглом отверстии - особенно при ослаблении затяжки. Кроме того, развальцовка создаёт радиальные напряжения в металле листа вокруг отверстия, что при циклических нагрузках может привести к образованию микротрещин.
В авиастроении и судостроении полнотелые заклёпки из алюминиевых сплавов (серий 2117, 2024, 7050) используются для создания несущих соединений, нормируемых по прочности на срез и отрыв. Это регулируется соответствующими отраслевыми стандартами. Но это принципиально иная задача - создание несущего силового соединения листов, а не резьбового крепёжного узла.
Резьбовые вставки и альтернативные методы
Helicoil и аналогичные резьбовые вставки (проволочные спиральные вставки) применяются для восстановления сорванной резьбы или усиления резьбы в мягких материалах. Их принципиальное отличие от запрессовочных гаек - они устанавливаются в уже нарезанную резьбу и не создают соединения с листом как таковым. Для тонкого листа нарезать резьбу под Helicoil часто просто невозможно из-за недостаточной толщины.
Конструктивные клеи в сочетании с запрессовкой образуют гибридные соединения, применяемые в автомобилестроении для соединения разнородных материалов (алюминий и сталь, алюминий и CFRP). Клей обеспечивает герметичность и распределение нагрузки по площади, запрессовочный крепёж - точное позиционирование и возможность разборки. Такие решения применяются, например, в производстве кузовов автомобилей с алюминиевыми панелями.
Прямое сравнение методов
Параметр | Запрессовочный крепёж | Сварка (MIG/TIG) | Клёпка (резьбовая) |
|---|---|---|---|
Термическое воздействие | Отсутствует | Значительное | Отсутствует |
Деформация листа | Минимальная (локальная) | Высокая (коробление) | Умеренная |
Время установки 1 элемента | 2-5 секунд | 30-120 секунд + зачистка | 5-15 секунд |
Требования к квалификации | Оператор (обучение 1-2 дня) | Сварщик 4-6 разряда, аттестация | Слесарь-сборщик |
Сохранность покрытий | Полная (монтаж после окраски) | Покрытие разрушается в зоне шва | Полная |
Возможность демонтажа | Ограниченная (с повреждением отверстия) | Невозможна без разрушения | Ограниченная |
Плоскостность поверхности | Идеальная (тип заподлицо) | Нарушена (шов, выступ) | Выступающий бортик |
Расходные материалы | Только крепёж | Газ, электроды, флюс | Только заклёпки |
Работа с тонким листом (менее 1 мм) | Возможна (специальные серии) | Крайне затруднена | Возможна |
Автоматизация | Высокая | Высокая (но дороже) | Средняя |
Применимость к разнородным материалам | Да (алюминий+сталь) | Ограничено | Да |
Стоимость оборудования | От 30 000 руб. (ручной пресс) | От 80 000 руб. (полуавтомат) | От 5 000 руб. (ручной) |
.jpeg)
Преимущества запрессовочного крепежа: разбираем по существу
Технические преимущества: что важно конструктору
Абсолютное отсутствие термического воздействия - это не маркетинговая фраза, а технический факт с конкретными последствиями. При запрессовке температура в зоне соединения не превышает температуру на производственном участке (незначительный нагрев от деформации несущественен). Это означает:
нет зоны термического влияния (ЗТВ) - зоны с изменёнными механическими свойствами вокруг шва
нет остаточных термических напряжений, которые могут вызвать деформацию при последующей обработке или эксплуатации
нет коробления листа - геометрия детали после запрессовки идентична геометрии до неё
нет изменения структуры металла - термообработанные или нагартованные материалы сохраняют свои свойства
Плоскостность поверхности после монтажа гаек типа «заподлицо» - абсолютная. Это критически важно для корпусов приборов, где панели должны прилегать друг к другу без зазоров, для фасадных элементов, для деталей, работающих в условиях давления или вакуума (хотя герметичность самого соединения отдельная тема, о ней ниже).
Точность расположения резьбы определяется точностью подготовленного отверстия. При использовании координатно-пробивного для пробивки отверстий позиционирование резьбы достигает ±0,05 мм - недостижимый уровень для ручной приварки гаек.
Распределение нагрузки по площади установочного пояска (в отличие от точечной сварки, где нагрузка концентрируется в точке) снижает локальные напряжения в листе. Это повышает усталостную прочность соединения при циклических нагрузках.
Работа с тонкими листами от 0,5 мм - реальная возможность, которую сварка на таких толщинах предоставить не может без специализированного оборудования и высококвалифицированного персонала. Это открывает возможность для облегчения конструкций: вместо утолщения листа ради возможности сварки можно использовать более тонкий материал с запрессовочным крепежом.
Стойкость к вибрационным нагрузкам - одно из ключевых достоинств. Зубчатый венец, врезанный в материал листа, создаёт механическое зацепление, которое не ослабевает от вибрации. Это подтверждается применением технологии в автомобилестроении и авиации - отраслях с жёсткими требованиями к вибростойкости соединений.
Соединение разнородных и несвариваемых материалов - ещё одно принципиальное преимущество. Приварить стальную гайку к алюминиевому листу без специальных технологий практически невозможно из-за разных температур плавления и образования хрупких интерметаллических соединений. Запрессовать стальную гайку в алюминиевый лист - стандартная операция.
Производственные преимущества: что важно технологу
Скорость установки одного элемента - от 2 до 5 секунд на автоматизированном прессе против 30-120 секунд на ручную приварку гайки с последующей зачисткой. При объёме 1000 гаек в смену разница во времени составляет несколько часов чистого рабочего времени.
Возможность монтажа в предварительно окрашенные или оцинкованные детали - это меняет логику производственного процесса. Вместо схемы «штамповка → сварка → зачистка → грунтование → окраска» можно применить «штамповка → окраска → запрессовка». Это сокращает цикл, исключает повторную окраску, снижает риск повреждения покрытия.
Стабильность качества при автоматизированной запрессовке определяется настройками пресса, а не навыком оператора. Человеческий фактор сведён к минимуму: задача оператора - правильно установить деталь и подать крепёж. Контроль усилия запрессовки автоматически отбраковывает дефектные соединения.
Интеграция в штамповочные линии позволяет совместить пробивку отверстий и запрессовку крепежа в одном технологическом цикле. Некоторые производители штамповочного оборудования предлагают модули запрессовки, встраиваемые непосредственно в прогрессивный штамп.
Экономические преимущества: считаем деньги
Стоимость труда - ключевой фактор. Квалифицированный сварщик 5-го разряда в России в 2024 году стоит значительно дороже оператора пресса. Разрыв в заработной плате составляет от 40 до 100% и более в зависимости от региона и отрасли. При этом оператора пресса можно обучить за 1 - 2 дня, тогда как подготовка квалифицированного сварщика занимает годы.
Отсутствие расходников - сварочный газ (аргон, углекислота, смеси), электроды, флюс, сопла, контактные наконечники - всё это постоянные затраты при сварке. При запрессовке расходный материал один - сам крепёж.
Сокращение производственного цикла за счёт исключения операций зачистки, нарезки резьбы, перекраски зоны сварки прямо влияет на пропускную способность производства и себестоимость единицы продукции.
Снижение процента брака - количественно зависит от конкретного производства, но практика показывает, что переход с ручной приварки гаек на запрессовку снижает количество дефектов резьбового соединения в 3 - 5 раз. Это напрямую снижает затраты на переделку и рекламации.
Эксплуатационные преимущества
Чистота соединения - после запрессовки нет ни окалины, ни шлака, ни брызг. Деталь готова к дальнейшей обработке или сборке немедленно. Это особенно важно для изделий, эксплуатируемых в условиях высоких требований к чистоте: медицинское оборудование, пищевая промышленность, электроника.
Возможность повторной сборки и разборки узла - при наличии запрессовочной гайки в листе можно многократно вворачивать и выворачивать крепёжный болт без деградации соединения. Это принципиально важно для изделий, требующих технического обслуживания.
Надёжность в агрессивных средах определяется материалом крепежа. Запрессовочные гайки из нержавеющей стали AISI 303 или AISI 316 выдерживают воздействие кислот, щелочей, дезинфицирующих средств и выдерживают стерилизацию паром при 134°C без деградации соединения.
Экологические аспекты
Сварка - источник аэрозолей, содержащих оксиды металлов, марганец, хром (при сварке нержавеющих сталей). Это требует организации вентиляции, средств защиты органов дыхания, периодических медицинских осмотров персонала. При запрессовке никаких вредных выбросов нет.
Энергопотребление: сварочный аппарат потребляет от 3 до 20 кВт/ч в зависимости от типа и режима. Пневмогидравлический пресс потребляет энергию только в момент рабочего хода - доли секунды. Совокупное энергопотребление на единицу соединения при запрессовке в разы меньше, чем при сварке.
В контексте ESG-повестки (Environmental, Social, Governance) переход на запрессовочный крепёж улучшает экологические показатели производства: снижает выбросы, уменьшает энергопотребление, сокращает количество производственных отходов (нет огарков электродов, использованных флюсов, загрязнённых фильтров).
Ограничения технологии: честный разговор о том, где запрессовка не работает
Технические и конструктивные ограничения
Требование к твёрдости материала основы - это не рекомендация, а жёсткое условие. Если твёрдость листа превышает допустимый предел (HRB 80 для стали, HRB 70 для алюминия), металл не будет течь в паз крепежа при запрессовке. Соединение окажется ненадёжным или вовсе невозможным. Поэтому перед переходом на запрессовочный крепёж необходимо проверить твёрдость применяемых материалов.
Допуски на диаметр подготовленного отверстия - критически важный параметр. Для большинства типов запрессовочного крепежа допуск составляет +0,05...+0,08 мм от номинального диаметра. Отверстие меньше номинала - крепёж не войдёт или войдёт с повреждением. Отверстие больше допуска - металл листа не заполнит паз должным образом, несущая способность снизится. Это означает, что пробивка или сверление отверстий должны выполняться с соответствующей точностью.
Требования к минимальному расстоянию от центра отверстия до края листа обычно составляют не менее 1,5-2 диаметра отверстия. При меньшем расстоянии металл листа может «прорваться» в сторону края при запрессовке. Аналогично - минимальный шаг между соседними крепёжными элементами: как правило, не менее 3 диаметров.
Ограничения по максимальной нагрузке - запрессовочный крепёж уступает полнотелой клёпке в несущей способности на срез (когда нагрузка направлена параллельно плоскости листа). Для создания высоконагруженных несущих соединений листовых конструкций (как в авиастроении) полнотелые заклёпки из высокопрочных алюминиевых сплавов предпочтительнее. Запрессовочный крепёж оптимален для создания резьбовых точек крепления, а не несущих швов.
Ограничения по геометрии и условиям применения
Криволинейные поверхности - проблема для запрессовки. Пресс должен приложить усилие строго перпендикулярно поверхности листа. На плоских поверхностях это тривиально. На поверхностях с кривизной требуется специальная оснастка, а при значительной кривизне запрессовка становится практически невозможной без специализированного оборудования.
Глубокие скрытые полости - ещё одно ограничение. Консоль пресса должна иметь возможность охватить деталь и подвести пуансон и матрицу к месту запрессовки. В П-образных профилях малого сечения, в трубах, в закрытых коробчатых конструкциях это физически невозможно. Именно в таких случаях резьбовые вытяжные заклёпки (rivet nuts) имеют преимущество, поскольку требуют доступа только с одной стороны без матрицы с обратной стороны.
Ограничения по вылету консоли пресса - крупногабаритные панели могут просто не поместиться в горло пресса. Максимальный вылет консоли стандартных станков составляет 200 - 450 мм. Для панелей большего размера требуются специальные решения: прессы с увеличенным вылетом или переносной инструмент.
Невозможность создания герметичных швов - запрессовочный крепёж не создаёт герметичного соединения между крепежом и листом по умолчанию. Для применений, требующих герметичности (ёмкости под давлением, гидравлические системы), существуют специализированные серии с уплотнительным кольцом или анаэробным герметиком, нанесённым на посадочный поясок. Это нужно учитывать при проектировании.
Производственные и экономические ограничения
Необходимость специального оборудования - пресс требует первоначальных инвестиций. Для небольших производств или единичного изготовления деталей это может быть экономически нецелесообразным. Ручные прессы-скобы доступны по цене, но имеют ограничения по усилию и производительности.
Более высокая стоимость единицы крепежа по сравнению со стандартными гайками или болтами - объективный факт. Запрессовочная гайка М5 стоит дороже обычной гайки М5. Однако при расчёте совокупной стоимости соединения (с учётом труда, времени, расходников) картина меняется в пользу запрессовочного крепежа при серийном производстве.
Окупаемость преимущественно при серийном производстве - для единичных изделий или мелких партий (менее 50-100 деталей в месяц) переход на запрессовочный крепёж может не окупиться с учётом стоимости оборудования и оснастки. Это важно учитывать при принятии решения о внедрении.
Сложность демонтажа - установленный крепёж является постоянным элементом конструкции. Его извлечение требует специального инструмента и, как правило, повреждает отверстие в листе. В отличие от сварки (где демонтаж невозможен без разрушения) ситуация лучше, но всё же ограничена по сравнению с резьбовыми вставками Helicoil, которые можно заменить без повреждения детали.
Невозможность применения в полевых и ремонтных условиях - пресс нельзя взять в командировку. Для ремонта изделий с запрессовочным крепежом в полевых условиях нужны альтернативные решения: резьбовые вытяжные заклёпки, Helicoil или сварка.
Типичные ошибки при применении
Пробивка отверстий с заусенцами - одна из самых распространённых проблем. Заусенец на кромке отверстия препятствует правильному затеканию металла в паз крепежа и нарушает плоскостность посадки. Инструмент для пробивки должен быть заточен, зазор между пуансоном и матрицей - соответствовать толщине листа.
Зенкование отверстия перед запрессовкой - фатальная ошибка. Зенкование снимает фаску с кромки отверстия, убирая именно тот объём металла, который должен затечь в удерживающий паз. Соединение после такой «подготовки» будет иметь минимальную несущую способность. Отверстие под запрессовочный крепёж должно быть пробито или просверлено без зенкования.
Установка крепежа с неправильной стороны листа нарушает вектор нагрузки. Большинство типов запрессовочного крепежа рассчитаны на нагрузку в определённом направлении. Установка «вверх ногами» может привести к тому, что при осевой нагрузке крепёж будет выдавливаться из листа, а не удерживаться в нём.
Превышение усилия прессования деформирует резьбу внутри гайки или разрушает материал листа вокруг отверстия. Недостаточное усилие даёт «недопрессовку» - крепёж не зафиксирован должным образом. Оба дефекта неприемлемы. Именно поэтому профессиональное оборудование с контролем усилия - не роскошь, а необходимость для стабильного качества.
Применение на несовместимых материалах - использование запрессовочного крепежа в листах с твёрдостью выше допустимой или в материалах, не обладающих нужной пластичностью. Результат - ненадёжное соединение, которое может выйти из строя в эксплуатации.
Мифы и барьеры восприятия
Консерватизм производственников - реальный барьер. «Мы всегда варили, и всё нас устраивало» - позиция понятная, но требующая пересмотра в условиях дефицита сварщиков, роста их стоимости и ужесточения требований к качеству. Технология запрессовки существует десятилетиями и хорошо отработана - здесь нет риска «новинки».
Миф: «крепёж легко выдавится обратно». Факты: несущая способность запрессовочных гаек на осевое выдавливание составляет от 1000 до 8000 Н и более в зависимости от типа, размера и материала. Это значительно превышает нагрузки, возникающие при нормальной эксплуатации большинства изделий. Данные несущей способности указываются в технических каталогах производителей и подтверждаются испытаниями.
Миф: «запрессовка негерметична». Стандартные серии действительно не обеспечивают герметичность, но существуют специализированные серии с уплотнительным кольцом или с герметизирующим покрытием на посадочном пояске, разработанные именно для применений с требованиями к герметичности.
Миф: «нужны только премиум-бренды». Продукция производителей второго эшелона, соответствующая требованиям DIN и прошедшая контроль качества, вполне пригодна для большинства применений. Для ответственных применений (авиация, медицина) действительно требуется сертифицированная продукция с документально подтверждёнными характеристиками.
Сложность сертификации в регулируемых отраслях - объективный барьер для авиации и медицины. Применение нового типа крепежа требует квалификации, испытаний и документирования. Это реальные затраты времени и денег, которые нужно учитывать при планировании внедрения в таких отраслях.
Где применяется запрессовочный крепёж: от электроники до медицины
Электроника, приборостроение и IT-инфраструктура
Это, пожалуй, наиболее естественная среда для запрессовочного крепежа. Корпуса серверов, коммутаторов, систем хранения данных, промышленных компьютеров - всё это тонколистовые конструкции из стали или алюминия с сотнями резьбовых точек крепления. Сварка здесь невозможна в принципе: она деформирует тонкий лист и разрушает покрытие.
Для монтажа печатных плат применяются запрессовочные стойки и втулки, которые устанавливаются в шасси прибора. Они обеспечивают точное расстояние от платы до основания, не создавая механических напряжений в плате при монтаже. Специальные серии для печатных плат имеют конструкцию, исключающую попадание металлической стружки или деформаций на плату при запрессовке.
Экранирование электромагнитных помех (ЭМИ) - отдельная задача. Запрессовочный крепёж из стали или меди, установленный в металлический корпус, обеспечивает надёжный электрический контакт между экранирующими панелями. Это важно для соответствия требованиям по электромагнитной совместимости (ЭМС).
Автомобилестроение, авиация и транспорт
В автомобилестроении запрессовочный крепёж применяется для крепления интерьерных панелей, кронштейнов, элементов приборной панели, деталей кузова. Плавающие гайки компенсируют накопленные допуски при сборке кузова из множества штампованных деталей - это снижает требования к точности штамповки и упрощает сборку.
Для конструкций из тонкого листового алюминия (двери, капот, крышка багажника) запрессовочный крепёж является альтернативой аргоновой сварке. Сварка алюминия требует высококвалифицированных сварщиков, специального оборудования и создаёт зону термического влияния с изменёнными механическими свойствами. Запрессовка этих проблем лишена.
В авиации применение запрессовочного крепежа строго регламентировано и требует сертификации. Тем не менее, в интерьерных конструкциях, системах кондиционирования, приборных панелях он широко используется. Снижение веса - критический параметр: применение более тонких листов с запрессовочным крепежом вместо более толстых со сварными гайками даёт ощутимую экономию массы в пересчёте на всё воздушное судно.
Промышленное оборудование и шкафы управления
Шкафы управления, распределительные щиты, корпуса для электронного оборудования - типичная область применения. Производители таких изделий одними из первых в России начали массово применять запрессовочный крепёж, поскольку требования к качеству поверхности, точности и производительности здесь очень высоки.
Вентиляционные и климатические системы - воздуховоды, кронштейны, корпуса вентиляционных агрегатов из тонкого оцинкованного листа. Сварка оцинковки выделяет токсичные пары оксида цинка и разрушает антикоррозионное покрытие. Запрессовочный крепёж позволяет работать с оцинкованным материалом без разрушения покрытия.
Промышленный шкаф управления с открытой дверцей. На внутренней панели из стального листа видны многочисленные запрессовочные стойки и гайки, на которых смонтированы DIN-рейки, клеммные блоки и кабельные каналы. Поверхность листа ровная, без следов сварки
Пищевое оборудование, медицина и чистые помещения
В этих отраслях запрессовочный крепёж имеет особое значение. Требования к гигиеничности оборудования исключают наличие пор, микротрещин, шлаковых включений и неровностей поверхности, в которых могут размножаться бактерии. Сварной шов, даже зачищенный, имеет микроструктуру с порами и неоднородностями. Запрессовочное соединение таких дефектов лишено.
Крепёж из нержавеющей стали AISI 303 или AISI 316L применяется в оборудовании для пищевой промышленности и медицины. AISI 316L имеет пониженное содержание углерода и повышенное содержание молибдена, что обеспечивает стойкость к питтинговой коррозии в хлорсодержащих средах - именно таких, как дезинфицирующие растворы.
Устойчивость к стерилизации паром (автоклавирование при 134°C, 2 бар) - запрессовочное соединение из нержавеющей стали выдерживает многократные циклы стерилизации без деградации. Это подтверждается применением такого крепежа в производстве медицинского инструментария и оборудования.
Мебельная отрасль и модульные конструкции
Металлическая мебель - стеллажи, шкафы, верстаки - производится из листового металла толщиной 0,8 - 2 мм. Запрессовочные гайки обеспечивают надёжные точки крепления для сборки и разборки конструкции. Модульные быстросборные конструкции - выставочные стенды, торговое оборудование, технологические стеллажи - также активно используют эту технологию.
.jpeg)
Экономика внедрения: считаем реальную выгоду
Структура затрат: что реально входит в стоимость соединения
Распространённая ошибка при сравнении стоимости методов - сравнивать только стоимость крепёжного элемента. Реальная стоимость соединения включает значительно больше составляющих.
Статья затрат | Запрессовочный крепёж | Приварная гайка |
|---|---|---|
Стоимость крепёжного элемента | Выше (в 3-10 раз vs стандартная гайка) | Низкая |
Труд на установку 1 элемента | 2-5 сек × ставка оператора | 30-120 сек × ставка сварщика |
Зачистка и доводка | Не требуется | 5-30 мин на деталь |
Восстановление покрытия | Не требуется | Требуется при наличии покрытия |
Расходные материалы | Отсутствуют | Газ, электроды, сопла |
Брак и переделка | Минимальные | Значительные (коробление, прожог) |
Амортизация оборудования | Пресс (30-500 тыс. руб.) | Сварочный аппарат (80-800 тыс. руб.) |
Техническое обслуживание | Минимальное | Регулярное (замена расходников) |
Расчёт ROI и типовые сроки окупаемости
Методика расчёта совокупной стоимости владения (TCO) для крепёжного соединения включает прямые затраты (материалы, труд, расходники) и косвенные (брак, контроль качества, переделка, простои). При корректном учёте всех составляющих запрессовочный крепёж, как правило, оказывается дешевле сварки уже при объёме от 200-500 соединений в месяц.
Типовой расчёт для среднесерийного производства (1000 гаек М5 в месяц):
Сварная гайка: стоимость гайки 2 руб. + труд сварщика (3 мин × 300 руб./час = 15 руб.) + зачистка (2 мин × 200 руб./час = 6,7 руб.) + расходники (примерно 3 руб.) = около 26,7 руб. на соединение.
Запрессовочная гайка: стоимость гайки 12 руб. + труд оператора (5 сек × 200 руб./час = 0,28 руб.) + расходники (0 руб.) = около 12,3 руб. на соединение.
Экономия на 1000 соединений в месяц - около 14 400 руб. Стоимость пневмогидравлического пресса - около 150 000-250 000 руб. Срок окупаемости - 10-18 месяцев. При объёме 5000 соединений в месяц срок окупаемости сокращается до 2-4 месяцев.
Важно: приведённые цифры являются иллюстративными и зависят от конкретных условий производства, ставок оплаты труда, стоимости оборудования и крепежа в вашем регионе. Для точного расчёта необходимо провести анализ собственного производства.
Стратегия внедрения на производстве
Пилотное внедрение рекомендуется начинать с одного типа изделия или одной производственной линии. Это позволяет отработать технологию, обучить персонал и получить реальные данные для экономического обоснования масштабирования.
Этапы пилотного внедрения:
Аудит текущего производства: определение изделий и операций, где запрессовочный крепёж применим
Выбор типа и серии крепежа совместно с поставщиком или технологом
Проверка совместимости: твёрдость материала, толщина листа, геометрия детали
Выбор и закупка пресса и оснастки (матрицы и пуансоны под выбранный тип крепежа)
Обучение оператора (1-2 дня)
Изготовление пробной партии, контроль качества запрессовки (усилие выдавливания, крутящий момент)
Анализ результатов, корректировка технологии при необходимости
Масштабирование на другие изделия и линии.
Обучение персонала - относительно несложная задача. Оператор должен понимать принцип работы технологии, правила подготовки отверстий, порядок настройки пресса и признаки правильно выполненной запрессовки. Большинство производителей крепежа и оборудования предоставляют обучающие материалы и техническую поддержку.
Интеграция в существующий технологический процесс требует пересмотра маршрутной карты изделия. Если запрессовка выполняется до окраски - один порядок операций, если после - другой. Важно также скорректировать чертежи деталей: указать тип крепежа, требования к отверстию, сторону установки.
Кому и когда нужен запрессовочный крепёж: разбираем по ситуациям
Если вы пока не думали об этой технологии
Если ваше производство использует только сварку для создания резьбовых точек крепления в листовых деталях, стоит задать себе несколько вопросов. Сколько стоит квалифицированный сварщик и насколько сложно его найти? Есть ли проблемы с короблением деталей после сварки? Приходится ли перекрашивать зоны сварных швов? Если хотя бы один ответ «да» - запрессовочный крепёж заслуживает рассмотрения.
Если вы знаете о проблеме, но не знаете о решении
Технологи, которые страдают от деформаций при сварке тонкого листа, нередко ищут информацию о том, «как избежать коробления». Запрессовочный крепёж - прямой ответ на этот вопрос для задачи создания резьбовых соединений. Деформации при запрессовке минимальны и локальны, никакого коробления листа не происходит.
Если вы знаете о технологии, но не применяли её
Конструкторы и технологи, знакомые с клинч-гайками, но не имеющие опыта их применения, как правило, нуждаются в конкретных технических данных и примерах. Ключевые параметры для принятия решения: несущая способность выбранного типа крепежа, совместимость с применяемыми материалами, стоимость оборудования и крепежа. Все эти данные доступны в технических каталогах производителей.
Если вы выбираете конкретный продукт
На этом этапе важно правильно подобрать серию и типоразмер крепежа. Основные параметры выбора: диаметр резьбы, толщина листа, материал листа, материал крепежа (сталь, нержавеющая сталь, алюминий), требования к несущей способности, необходимость монтажа заподлицо или допустимость выступания. Компания Контур поставляет запрессовочный крепёж оптом по всей России и готова помочь с подбором - обратитесь к нашим специалистам для консультации.
Если вы готовы к закупке
При выборе поставщика запрессовочного крепежа важно обратить внимание на наличие технической документации (размерные чертежи, таблицы несущей способности, рекомендации по установке), возможность поставки оптовых партий с постоянным качеством, наличие технической поддержки. Компания Контур специализируется на поставках приварного и запрессовочного крепежа оптом по всей России - мы работаем с производственными предприятиями и готовы обеспечить стабильные поставки с технической поддержкой.
Связанные статьи
Виды запрессовочных гаек: клинч-гайки, гайки заподлицо, плавающие гайки - как выбрать нужный тип для вашей задачи
Как правильно подготовить отверстие под запрессовочный крепёж: допуски, инструмент, типичные ошибки
Запрессовочный крепёж для алюминия: особенности выбора и монтажа в листовых алюминиевых конструкция










